ишлов беришга қўйиладиган қатлам.
Предварительный просмотр (5 стр.)
Прокрутите вниз 👇![1404983382_55278.doc ( ) [ ] . 2 2 2 1 1 min yi i i z p h r z e + + + = - - 1 - i p yi e 1 - i p yi e 2 2 1 1 yi i yi i p p e e + = + - - ( ) yi i i z i p h r z e + + + = - - 1 1 min å = n i i z 1 min ишлов беришга қўйиладиган қатлам. режа: 1.қўйиладиган қатлам ҳақида тушунча. 1.қўйиладиган қатлам ҳақида тушунча. ишлов беришга қўйиладиган қатлам деб-детал тайёрлаш жараёнида детал заготовкасидан тайёр детал юзасигача олинадиган қатламга айтилади. машинасозликда детал заготовкаларига металл кесиш дастгоҳларида ишлов бериладиган 20-30% металл (оғирлиги бўйича) қириндига чиқиб кетади. шу сабабли ишлаб чиқаришга илмий жиҳатдан асосланган ишлов бериш учун қолдириладиган қатламларни тадбиқ этиш халқ хўжалигида катта аҳамиятга эга бўлган масалалардан биридир. …](/media/previews/pages/preview_lNapeUF.webp "ишлов беришга қўйиладиган қатлам. - Страница 1")




О "ишлов беришга қўйиладиган қатлам."
1404983382_55278.doc ( ) [ ] . 2 2 2 1 1 min yi i i z p h r z e + + + = - - 1 - i p yi e 1 - i p yi e 2 2 1 1 yi i yi i p p e e + = + - - ( ) yi i i z i p h r z e + + + = - - 1 1 min å = n i i z 1 min ишлов беришга қўйиладиган қатлам. режа: 1.қўйиладиган қатлам ҳақида тушунча. 1.қўйиладиган қатлам ҳақида тушунча. ишлов беришга қўйиладиган қатлам деб-детал тайёрлаш жараёнида детал заготовкасидан тайёр детал юзасигача олинадиган қатламга айтилади. машинасозликда детал заготовкаларига металл кесиш дастгоҳларида ишлов …
Формат DOC, 152,5 КБ. Чтобы скачать "ишлов беришга қўйиладиган қатлам.", нажмите кнопку Telegram слева.
 DOC
DOC
деталлар заготовкаси юзасига ишлов бериш.
 DOC
DOC
заготовка турлари ва уларни олиш усуллари.
 DOC
DOC
mekanik ishlov berish usullari
 DOC
DOC
диск типидаги деталларни тайёрлаш.
 DOCX
DOCX
механик ишлов беришдан сўнг машина деталлари юзаларининг сифати
 DOC
DOC
кесиб ишлов бериш мосламалари.
 DOC
DOC
технологик тизимнинг ишлов бериш аниқлигига таъсири
 DOC
DOC
детал юзаларининг сифати.
 DOCX
DOCX
машина деталларини таъмирлаш
 PPT
PPT
механик ишлов беришда қўйимлар
 DOC
DOC
ичи бўш цилиндрлар типидаги деталларни тайёрлаш.
 DOC
DOC
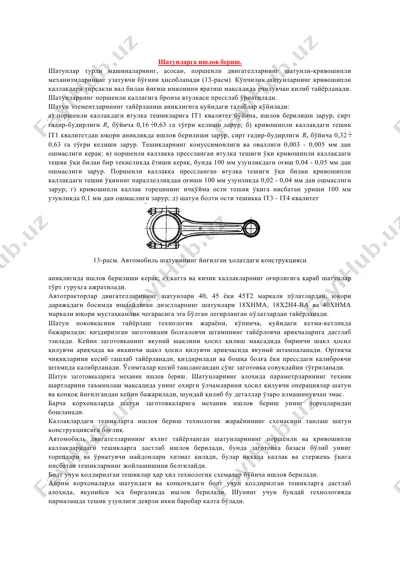
шатунларга ишлов бериш.