tolalarni paralellash uzluksiz mahsulotni shakllantirish va uni tekislash
Sahifa ko'rinishi (5 sahifa)
Pastga aylantiring 👇




"tolalarni paralellash uzluksiz mahsulotni shakllantirish va uni tekislash" haqida
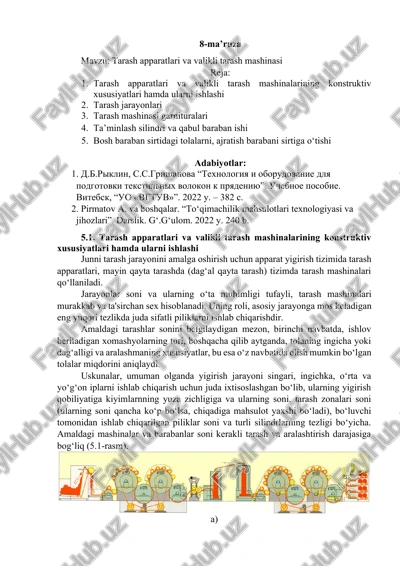
1522860746_70679.doc tolalarni paralellash uzluksiz mahsulotni shakllantirish va uni tekislash reja: 1. belgilangan uzunlikda tolalarni shtapellash. 2. paxta ipak chiqindilarini shtapellash. 3. yarim mahsulotlarning sifat ko’rsatkichi. tolalarni parallelash, uzluksiz mahsulot shakllantirish va uni tekislash. turli tipdagi xom ashyo tolalarini parallellash uchun yigiruv korxonalarida turli sinfga oid tarash mashinalaridan foydalaniladi, ularning ish prinsipi taroqsimon yoki tishsimon garnitura vositasida toladosh tarashga asoslangandir. ayrim tolalarning mashina va tishlari bilan o’zaro harakatlari hisobiga tolalarni cho’zilishi va parallelashtirish bir tomonga yo’naltirish ro’y beradi. yigirish korxonalarida yuqorida bayon qilishdan maqsad jun tolalarni tarash ikki usulda - valik va karda ...
DOC format, 202,0 KB. "tolalarni paralellash uzluksiz mahsulotni shakllantirish va uni tekislash"ni yuklab olish uchun chap tomondagi Telegram tugmasini bosing.
 DOC
DOC
 DOC
DOC
 DOCX
DOCX
 DOC
DOC
 DOC
DOC
 DOC
DOC
 DOCX
DOCX
 DOCX
DOCX
 DOC
DOC
 DOCX
DOCX
 DOC
DOC
 DOCX
DOCX