detallarni bosim ostida (plastik deformatsiyalash) tiklash
Page preview (5 pages)
Scroll down 👇 tiklash - Page 1")
 tiklash - Page 2")
 tiklash - Page 3")
 tiklash - Page 4")
 tiklash - Page 5")
About "detallarni bosim ostida (plastik deformatsiyalash) tiklash"
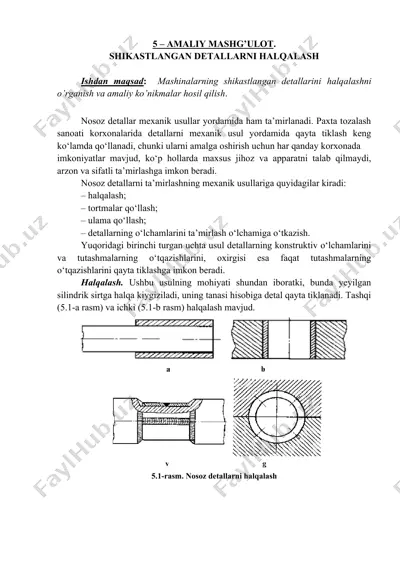
1426069228_60405.doc detallarni bosim ostida (plastik deformatsiyalash) tiklash reja: 1. detalning ishlash imkoniyatini chо‘ktirish usuli bilan tiklash 2. detalning ishlash imkoniyatini botirish usuli bilan tiklash. 3. detallarning ishlash imkoniyatini kengaytirish usuli bilan tiklash 4. detallarning ishlash imkoniyatini toraytirish usuli bilan tiklash. 5. detallarning ishlash imkoniyatini nakatkalash usuli bilan tiklash, detallarning ishlash imkoniyatini bosim ostida ishlash yо‘li bilan tiklash materiallarning plastiklik xossasidan foydalishga asoslangan. metalning ma’lum sharoitda tashki kuch ta’sirida yemirilmay qoldiq (plastik) deformatsiyalanish xossasi ularning plastikligi deb ataladi. bosim ostida ishlangan detalning shakli va о‘lchamlarigina о‘zgarib qolmay, balki uning strukturasi...
DOC format, 142.0 KB. To download "detallarni bosim ostida (plastik deformatsiyalash) tiklash", click the Telegram button on the left.
 DOC
DOC
 DOCX
DOCX
 DOC
DOC
 DOC
DOC
 PPTX
PPTX
 DOC
DOC
 DOC
DOC
 DOC
DOC
 DOCX
DOCX
 DOC
DOC
 DOC
DOC
 DOCX
DOCX