машина деталларининг синиш сабаблари. констрктив омиллар, технологик омиллар
Предварительный просмотр (5 стр.)
Прокрутите вниз 👇




О "машина деталларининг синиш сабаблари. констрктив омиллар, технологик омиллар"
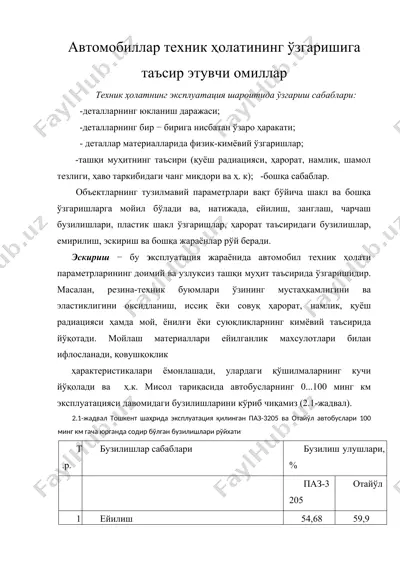
1404970210_55186.doc машина деталларининг синиш сабаблари. констрктив омиллар, технологик омиллар режа: 1. машина деталларини синиш сабаблари. 2. конструктив омиллар 3. технологик омиллар 1. машина деталларини синиш сабаблари. деталларни синиш сабабларидан бири уларни хатдан ташкари қаттиқ юклашдир. айникса детал кўп ейилган бўлса, занглаган бўлса хавфлидир. бу машинларни нотўғри ишлатилса (енгил мато, тукийдиган дастгохда оғир мато тукилса) оғир айланадиган деталлар (масалан: тараш машинаси барабани)ни яхши балансировка қилинмаган бўлса хосил бўлади. деталнинг синган юзаси гадир-будир, хирарок бўлса юзада чизикчалар кияликлар бўлса бундай синишни юмшок (ковушок) синиш (вязкий излом) дейилади. агар деталнинг синган юзасида кресталар ялтирок кўринишда бўлса синиш нуқтасидан нурлар таралишиг...
Формат DOC, 77,0 КБ. Чтобы скачать "машина деталларининг синиш сабаблари. констрктив омиллар, технологик омиллар", нажмите кнопку Telegram слева.
 DOC
DOC
 DOCX
DOCX
 DOCX
DOCX
 DOCX
DOCX
 DOCX
DOCX
 DOC
DOC
 DOC
DOC
 DOCX
DOCX
 DOC
DOC
 DOCX
DOCX
 PPT
PPT
 DOC
DOC